


отливки из серого чугуна
Отливки из серого чугуна – это, казалось бы, простая вещь. Но за кажущейся простотой скрывается целый мир нюансов, которые зачастую недооценивают. Многие считают серый чугун универсальным материалом, подходящим для всего подряд. Это не совсем так. С опытом приходит понимание, что подбор правильного сплава, знание технологических особенностей и учет условий эксплуатации – это критически важно для получения качественного изделия. Я вот недавно столкнулся с ситуацией, когда 'простой' сливной ковш из серого чугуна быстро деформировался в условиях интенсивной эксплуатации. Сначала подумал – брак, но потом понял, что проблема была не в материале, а в его неправильном применении.
Обзор серого чугуна: преимущества и ограничения
Итак, что же такое серый чугун? Вкратце, это сплав железа, углерода (обычно 2-4%) и кремния (обычно 2-5%). Именно наличие кремния придает ему характерную серую матовую поверхность. Главное преимущество – отличная износостойкость, высокая твердость и хорошие демпфирующие свойства. Это делает его идеальным материалом для деталей, подверженных трению и ударным нагрузкам, например, для подшипников, вкладышей, шестерен, кулаков. Но есть и недостатки. Серый чугун достаточно хрупкий, не обладает высокой пластичностью и склонен к образованию трещин при резких нагрузках. Кроме того, он плохо противостоит коррозии, поэтому часто требует защитного покрытия.
Например, мы часто используем серый чугун для изготовления деталей для промышленного оборудования – фланцев, корпусов насосов, различных элементов крепления. Однако, для деталей, работающих в условиях высоких температур или агрессивных сред, мы предпочитаем другие материалы. Недавно нам заказчик попросил изготовить детали для печи. Использование чистого серого чугуна было бы катастрофой – детали просто расплавились бы. В этом случае мы обратились к сплавам на основе высокохромового чугуна или стали.
Типы серого чугуна и их особенности
Стоит отметить, что существует несколько типов серого чугуна, различающихся по содержанию углерода и кремния. Чем выше содержание углерода, тем выше твердость, но и ниже пластичность. И наоборот. Выбор конкретного типа зависит от требуемых механических свойств детали. Например, для изготовления шлифовальных кругов используют чугун с очень высоким содержанием углерода. Мы, в свою очередь, нередко используем чугун с содержанием углерода около 3%, это компромисс между износостойкостью и прочностью. Помню, однажды пришлось экспериментировать с разным составом сплава для изготовления деталей для гидроцилиндра. Оказалось, что даже небольшое изменение процентного соотношения углерода и кремния существенно влияет на характеристики изделия.
Проблемы при литье серого чугуна и способы их решения
Один из наиболее распространенных проблем при литье серого чугуна – это образование porosity. Это связано с выделением газов при охлаждении металла. Чтобы минимизировать porosity, необходимо тщательно контролировать процесс литья: правильно подобрать песчано-глиняную смесь, обеспечить достаточное газоудаление, соблюдать режим охлаждения. Мы используем различные технологии газоудаления, включая vacuum degassing и steam purging. Оптимизация этих процессов часто критически важна для получения изделий высокого качества. Недавно столкнулись с проблемой porosity при литье сложных деталей с тонкими стенками. Пришлось пересмотреть технологию литья и добавить дополнительные стадии обработки.
Еще одна проблема – это склонность серого чугуна к образованию трещин. Чтобы избежать этого, необходимо правильно проектировать детали, избегать резких переходов и острых углов. Также необходимо тщательно контролировать температуру охлаждения металла и использовать специальные антикоррозионные покрытия. Мы применяем различные методы термической обработки для снятия внутренних напряжений в изделиях из серого чугуна. Например, отжиг.
Влияние размера партии на качество отливки
Нельзя забывать о влиянии размера партии на качество отливки. При небольших партиях сложнее контролировать все технологические параметры и снижается вероятность выявления дефектов на ранних стадиях. Поэтому, для крупных заказов мы всегда проводим тщательный контроль качества на всех этапах производства. Это включает в себя контроль химического состава металла, контроль температуры заливки, контроль скорости охлаждения и контроль геометрии отливки.
Практический опыт работы с изделиями, произведенными компанией OOO Циндао Синьтеюань Литейное производство
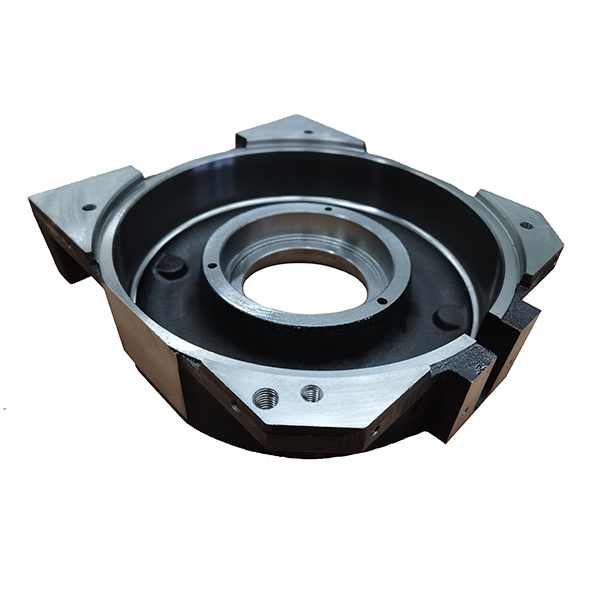
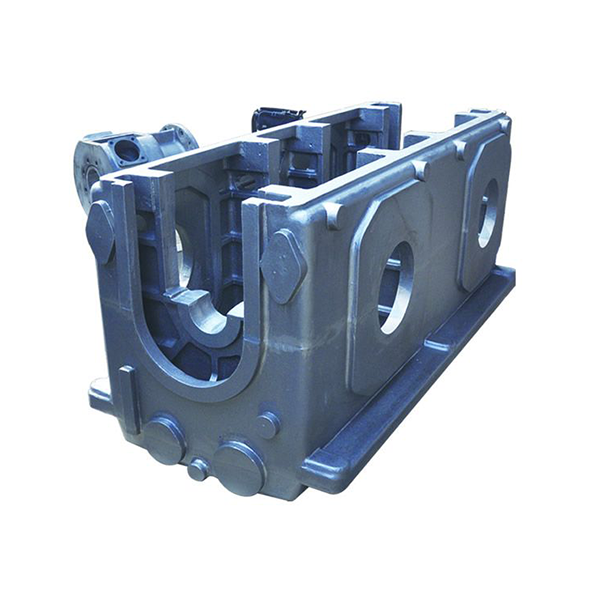
Наш опыт работы с отливками из серого чугуна охватывает широкий спектр применений. Мы производим детали для станков, сельскохозяйственной техники, энергетического оборудования, и многих других отраслей. В частности, мы часто изготавливаем детали для гидравлических систем – цилиндры, клапаны, насосы. Эти детали должны выдерживать высокие нагрузки и обеспечивать высокую точность работы. Мы используем современное литьевое оборудование и высококвалифицированный персонал, что позволяет нам производить отливки из серого чугуна с высокой точностью и качеством.
Мы также уделяем большое внимание разработке новых сплавов и технологий литья. Например, мы сейчас работаем над созданием сплавов серого чугуна с улучшенными механическими свойствами и повышенной коррозионной стойкостью. Мы тесно сотрудничаем с исследовательскими институтами и университетами, чтобы быть в курсе последних достижений в области литейного производства. Наш сайт https://www.ns-foundry.ru содержит более подробную информацию о нашей продукции и услугах.
Ошибки, которые стоит избегать при работе с серым чугуном
Одной из самых распространенных ошибок является неправильный выбор песчано-глиняной смеси. Слишком плотная смесь может привести к образованию porosity, а слишком рыхлая смесь – к деформации отливки. Важно также правильно подобрать технологические параметры литья, включая температуру заливки и скорость охлаждения металла. И, конечно, не стоит забывать о необходимости контроля качества на всех этапах производства. Помните, что качественная отливка из серого чугуна – это результат тщательного планирования, точного исполнения и непрерывного контроля.
Соответствующая продукция
Соответствующая продукция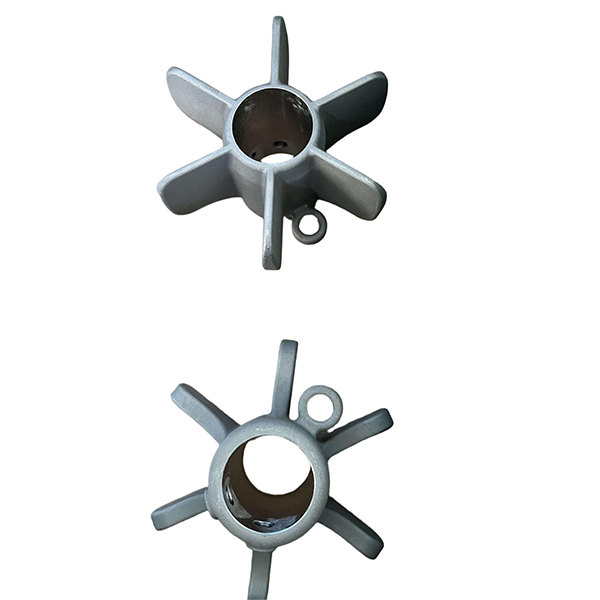







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Суппорт тормозной правый поставщик
- Дренажная решетка производители
- Фланец производитель
- Решетка дренажная чугунная поставщики
- Коленчатый вал завод
- Решетки дренажные водоотводные поставщики
- Диск тормозной передний вентилируемый поставщик
- Отливки для основания оборудования завод
- Круглый люк поставщики
- Пожарный гидрант поставщики



