


Отливки из высокопрочного чугуна с шаровидным графитом и стального литья завод
Заводское литье из высокопрочного чугуна с шаровидным графитом – тема, вызывающая немало споров. Часто попадаются утверждения о простоте производства, о том, что это 'чугуном - и всё готово'. Но реальность, как всегда, сложнее. Сегодня хочу поделиться своими мыслями, основанными на многолетнем опыте работы в этой области. Попытаюсь отделить зерна от плевел, рассказать о распространенных ошибках и о том, как их избежать. И, конечно, поделиться некоторыми результатами, как удачными, так и... менее удачными.
Что такое высокопрочный чугун с шаровидным графитом, и почему это важно?
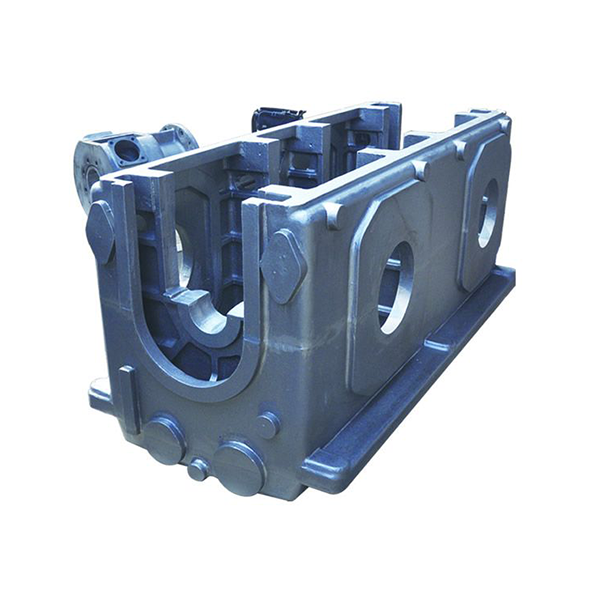
Прежде чем углубиться в детали, давайте разберемся с базой. Высокопрочный чугун с шаровидным графитом – это не просто чугун. Это сплав, в котором графит имеет шаровидную форму. Именно эта форма обеспечивает высокую прочность, ударную вязкость и износостойкость. В отличие от традиционного, 'картофельного' графита, шаровидный графит не создает слабых мест в структуре металла, а наоборот, улучшает его механические свойства. Это ключевой момент, определяющий область применения таких отливок – они используются в самых ответственных конструкциях: для подшипников, коленчатых валов, гильз, деталей машин, подверженных высоким нагрузкам.
Проблема в том, что получение качественного шаровидного графита – это искусство. Недостаточный контроль температуры, неправильный состав сплава, ошибки при затвердевании – все это может привести к образованию нежелательных включений и снижению прочности отливки. И это не просто теоретические рассуждения. Я видел случаи, когда кажущиеся незначительными отклонения в технологическом процессе приводили к полному браку партии.
Состав сплава: от теории к практике
Состав сплава – это отправная точка. Нельзя просто взять и смешать железо с углеродом и ожидать чуда. Соотношение углерода, кремния, марганца, хрома, молибдена и других легирующих элементов должно быть тщательно подобрано в зависимости от требуемых свойств отливки. Здесь очень важна работа с металлургом, понимание взаимосвязи между химическим составом и структурой металла. Например, увеличение содержания марганца способствует образованию шаровидного графита, но в то же время может ухудшить свариваемость отливки. Это всегда компромисс.
В нашей практике часто возникают вопросы, связанные с подбором легирующих элементов. Клиенты хотят получить отливку, которая будет выдерживать экстремальные температуры или агрессивные среды. В этих случаях требуется использование специальных сплавов с повышенным содержанием хрома, молибдена или ванадия. И, конечно, необходимо учитывать стоимость этих элементов. Иногда более экономичный, но менее прочный сплав оказывается лучшим выбором.
Технология литья: старое и новое
Технологии литья высокопрочного чугуна не сильно изменились за последние десятилетия, но появились новые подходы и совершенствования. Классические методы – разливочное литье, литье в песчаные формы, литье под давлением – все они используются в зависимости от объема партии, сложности детали и требуемой точности. Но активно внедряются новые методы, такие как порошковое литье и вибрационное литье. Порошковое литье позволяет получать отливки высокой плотности и точности, а вибрационное литье – снизить количество дефектов, связанных с газовыми включениями.
Один из самых распространенных проблем – это газовые включения. Они могут значительно снизить прочность отливки и привести к ее разрушению. Для борьбы с газовыми включениями используются различные методы, такие как вакуумное литье, продувка расплава и использование специальных добавок. Вакуумное литье особенно эффективно, но требует значительных инвестиций в оборудование.
Контроль качества: не экономьте на этом
Контроль качества – это не просто формальность, это необходимость. Недостаточный контроль может привести к серьезным последствиям – от выхода партии из строя до аварий. На каждом этапе производства – от приемки сырья до отгрузки готовой продукции – необходимо проводить контроль качества. Используются различные методы контроля: визуальный осмотр, ультразвуковой контроль, рентгенография, химический анализ.
Особенно важно контролировать химический состав сплава и структуру отливки. Для этого используются современные лаборатории и оборудование. Нельзя полагаться только на визуальный осмотр, так как многие дефекты не видны невооруженным глазом. Мы в OOO Циндао Синьтеюань Литейное производство постоянно инвестируем в улучшение системы контроля качества, чтобы гарантировать нашим клиентам высокое качество продукции. Наши клиенты в более чем 40 странах мира доверяют нам, потому что мы всегда держим слово.
Опыт и ошибки: что мы вынесли
За годы работы мы накопили немало опыта и сделали немало ошибок. Одной из самых распространенных ошибок является недооценка важности подготовки формы. Если форма плохо подготовлена, то отливка может иметь дефекты, такие как трещины, поры и газовые включения. Для подготовки формы используются различные методы: нанесение защитных покрытий, обработка поверхности, термообработка.
Еще одна распространенная ошибка – это неправильный выбор технологии литья. Необходимо учитывать особенности детали, объем партии и требуемую точность. Использование неподходящей технологии может привести к образованию дефектов или к увеличению затрат. Мы всегда консультируем наших клиентов по вопросам выбора технологии литья и помогаем им выбрать оптимальный вариант.
Иногда, самый 'простой' способ, кажется самым привлекательным. Например, дешевый сплав и несложная технология. Но результат часто разочаровывает. В итоге приходится переделывать партию, что обходится дороже, чем использование более качественных материалов и технологий с самого начала. Учитесь на чужих ошибках, и не экономьте на качестве – это верный путь к успеху.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Решетка дренажная чугунная поставщики
- Литейные материалы заводы
- Дренажная решетка поставщик
- универсальные машиностроительные отливки
- Гидрант пожарный купить производитель
- Кронштейн распредвала производитель
- блок цилиндров двигателя
- отливки для коммунального хозяйства
- Литые стальные детали по выплавляемым моделям поставщик
- Купить коленчатый вал поставщики



