


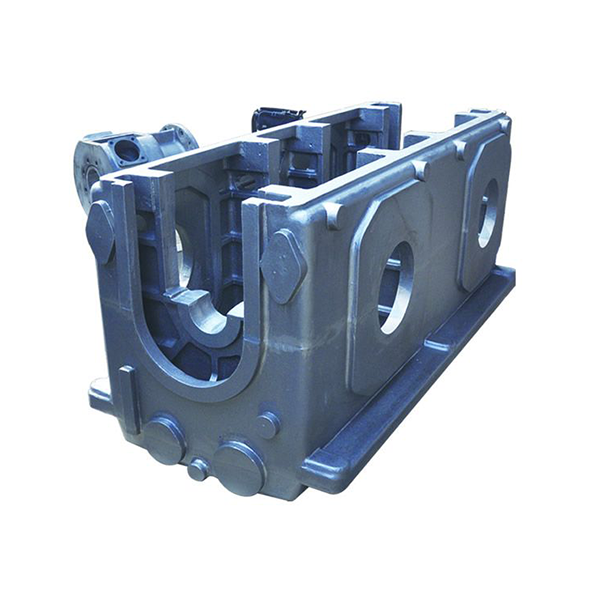
Литье для труб насосов и клапанов заводы
Обычно, когда говорят о литье для труб насосов и клапанов заводы, сразу вспоминают огромные заказы и сложные технологии. Но на самом деле, это гораздо более тонкая и часто проблемная область. С нашей точки зрения, существует распространенное заблуждение: 'большой размер заказа – гарантия качества'. На практике это не так. Мы часто сталкиваемся с тем, что крупные заводы, ориентированные на объем, жертвуют детализацией и контролем качества ради скорости и снижения себестоимости. Давайте разберемся, что на самом деле важно при производстве отливок для насосного и клапанного оборудования.
Проблемы, возникающие на стадии проектирования
Начнем с проектирования. Многие клиенты приходят с уже готовыми чертежами, которые, к сожалению, не всегда оптимальны для литье производитель. Особенно часто встречаются проблемы с толщиной стенок, углами наклона и расположением рифлений. Неправильное проектирование – это прямой путь к дефектам отливки: трещинам, пористости, неполной усадке. Мы постоянно сталкиваемся с ситуациями, когда отливка, казалось бы, соответствует чертежу, но при испытаниях выявляются серьезные недостатки. Это связано с тем, что при проектировании часто не учитываются особенности технологического процесса литье для насосов, как например, особенности усадки металла при охлаждении. Иногда требуется переработка чертежей, что увеличивает стоимость и сроки производства, но это оправдано в долгосрочной перспективе.
Например, недавно работали над отливкой крышки для насоса, где требовался сложный контур с острыми углами. Первая партия отливок была забита трещинами. Оказалось, что угол наклона был слишком острым, что привело к концентрации напряжений при охлаждении. Переработка чертежа и изменение угла позволило решить проблему. В таких случаях, сотрудничество с опытным конструктором, знакомым с технологиями литье для клапанов, может существенно сэкономить бюджет и время.
Особенности выбора материала
Выбор материала – это еще один критически важный момент. Для насосов и клапанов часто используют различные марки чугуна, стали, а иногда и сплавы на основе никеля. Выбор зависит от условий эксплуатации: температура, давление, агрессивность среды. Неправильный выбор материала может привести к коррозии, износу и, как следствие, к отказу оборудования. Мы всегда консультируемся с клиентом по поводу условий эксплуатации и рекомендуем оптимальную марку материала.
Недавно нам принесли отливку из чугуна, которая быстро проржавела в агрессивной среде. Оказалось, что выбранная марка чугуна не обладает достаточной коррозионной стойкостью. Замена материала на более подходящий позволила значительно увеличить срок службы отливки.
Технологический процесс и контроль качества
После проектирования необходимо правильно организовать технологический процесс. Мы используем различные методы литье для труб: разливочное, под давлением, зольник. Выбор метода зависит от объема производства, сложности отливки и требований к качеству. Каждый этап технологического процесса требует строгого контроля: подготовки формы, заливки металла, охлаждения, извлечения отливки, обработки поверхности. Особенно важно контролировать состояние формы: ее чистоту, температуру, наличие повреждений. Любая деталь в форме может повлиять на качество отливки.
Мы используем современные методы контроля качества: ультразвуковой контроль, рентгенографию, визуальный контроль. Это позволяет выявить дефекты отливки на ранних стадиях и предотвратить их попадание в производство. Например, при производстве отливок для клапанов мы обязательно проводим рентгенографический контроль для выявления пористости и трещин, которые могут привести к утечке.
Вопросы брака и его предотвращение
К сожалению, брак – это неизбежная часть любого производственного процесса. Но мы стремимся к тому, чтобы его количество было минимальным. Для этого мы постоянно работаем над улучшением технологического процесса, совершенствуем оборудование, повышаем квалификацию персонала. Важно анализировать причины брака и принимать меры для их устранения. Например, если причина брака – неправильная температура заливки металла, необходимо отрегулировать температуру и обучить персонал.
Бывает, что даже при соблюдении всех технологических норм, возникают проблемы. Например, неполная усадка металла может привести к образованию пустот в отливке. Для предотвращения этого мы используем специальные методы нагрева формы и контролируем процесс охлаждения. Но иногда, несмотря на все усилия, пустоты все равно образуются. В таких случаях, отливку приходится утилизировать.
Специфика производства для различных типов оборудования
Важно понимать, что литье для насосов и клапанов – это не универсальный процесс. Для производства отливок для насосов требуются другие требования, чем для производства отливок для клапанов. Например, для насосов часто требуется высокая точность размеров и гладкая поверхность. Для клапанов важна прочность и надежность. Мы умеем работать с различными материалами и технологиями для производства отливок для различных типов оборудования.
Недавно мы участвовали в производстве отливок для высоконапорного клапана для нефтеперерабатывающего завода. Для этого мы использовали специальный сплав на основе никеля и применяли технологию литья под давлением. Отливки должны были выдерживать очень высокие температуры и давления, поэтому мы тщательно контролировали качество материала и технологический процесс.
Перспективы развития
Мы видим перспективы развития литье для труб насосов и клапанов заводы в автоматизации технологического процесса, использовании новых материалов и технологий. Например, мы планируем внедрить систему автоматического контроля качества на основе машинного зрения. Это позволит выявлять дефекты отливки быстрее и точнее. Мы также изучаем возможность использования 3D-печати для производства форм. Это позволит нам быстрее и дешевле изготавливать формы, особенно для сложных отливок. Нам кажется, что это будущее литье производитель. Надеюсь, эта небольшая информация была полезной.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Направляющее колесо заводы
- Фитинги с канавками завод
- Изложницы для стальных слитков завод
- Решетка дренажная чугунная поставщик
- Корпус редуктора болгарки завод
- Литые диски для строительной техники поставщики
- Безопочная линия формовки производители
- Ступица поставщики
- Тормозной барабан для грузовых автомобилей поставщики
- Задний корпус редуктора заводы



