


литьевые заготовки дисковых затворов
Литьевые заготовки дисковых затворов – это специфическая область, и часто встречаются неверные представления о том, какие требования к ним предъявляются. Многие считают, что достаточно просто обеспечить приемлемую точность и механические свойства. На практике же всё гораздо сложнее, и даже небольшие отклонения в параметрах заготовки могут привести к серьезным проблемам в дальнейшем производстве. Хочется поделиться не только общими соображениями, но и личным опытом, включая и неудачные попытки, чтобы подчеркнуть всю многогранность задачи.
Почему требования к заготовкам дисковых затворов такие высокие?
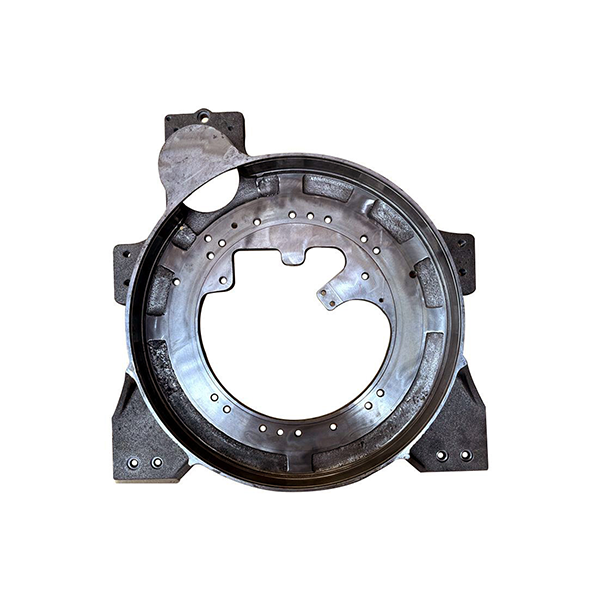
Дисковые затворы – это компоненты, работающие в условиях высоких нагрузок и высоких скоростей. От их надежности напрямую зависит безопасность и работоспособность всего механизма. Поэтому литьевые заготовки для них должны соответствовать строгим требованиям по механическим свойствам, точности размеров и, что не менее важно, по качеству внутренней структуры. Неправильный выбор материала или нарушение технологии литья могут привести к образованию дефектов, таких как трещины, пористость или неоднородность структуры, которые существенно снижают прочность и долговечность готового изделия.
Я помню один случай, когда у нас возникли проблемы с производством заготовок для дискового затвора, используемого в промышленном роботе. При детальном анализе выявлено, что в образцах обнаружены микротрещины в области спуска. Это привело к отказам в работе и необходимости срочной замены затворов. Оказалось, что в процессе охлаждения металла произошли неравномерные напряжения, спровоцированные неудачной конструкцией формы. Эта история стала для нас ценным уроком о важности учета термомеханических напряжений при проектировании форм.
Выбор материала и его влияние на качество заготовки
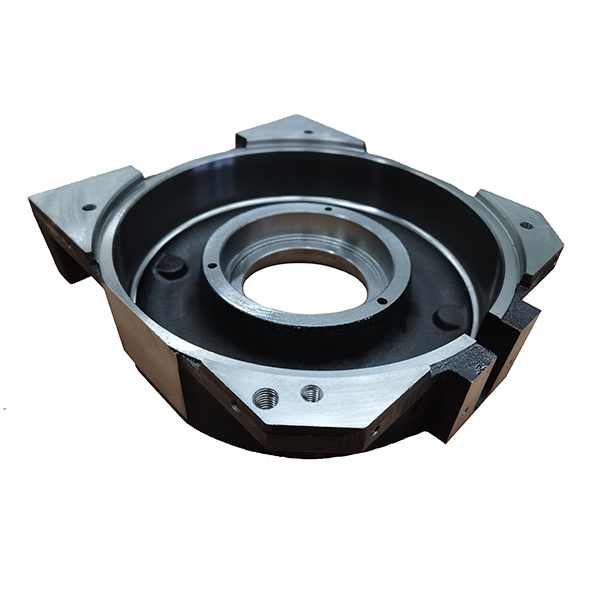
Выбор материала – это, пожалуй, один из самых важных этапов производства литьевых заготовок. Обычно используются различные марки стали, но выбор конкретной марки зависит от условий эксплуатации затвора, требуемой прочности и коррозионной стойкости. Для высоких нагрузок часто применяют высокопрочные стали, для работы в агрессивных средах – нержавеющие марки. Важно учитывать, что при литье различных марок стали могут возникать разные проблемы: например, при литье низкоуглеродистых сталей может наблюдаться склонность к образованию пор. Использование термообработки после литья позволяет значительно улучшить механические свойства и снизить внутренние напряжения. Мы часто работаем с 40Х, 30ХГСА и 45Х, и опыт показывает, что для каждой марки требуются свои оптимальные режимы литья и последующей обработки.
Не стоит недооценивать влияние химического состава металла на качество литьевых заготовок. Даже незначительные отклонения от заданного химического состава могут привести к ухудшению механических свойств и увеличению вероятности образования дефектов. Поэтому очень важно контролировать химический состав металла на всех этапах производства, начиная с подготовки шихты и заканчивая контролем качества готовой заготовки. Недавний пример – использование стальной 40Х с незначительным переизбытком углерода привело к снижению твердости и увеличению хрупкости заготовки, что стало причиной ее отказа в испытаниях. Нужно быть предельно внимательным к деталям.
Проблемы с технологией литья и их решения
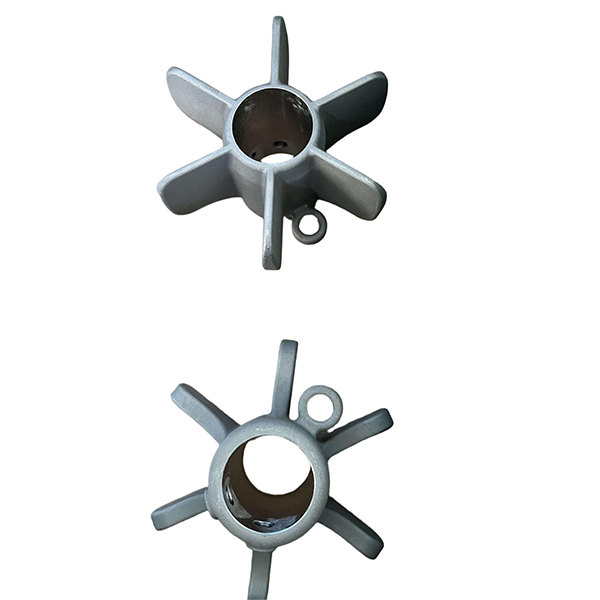
Технология литья также оказывает значительное влияние на качество литьевых заготовок. Например, неправильно подобранная температура заливки, недостаточное охлаждение или наличие дефектов в форме могут привести к образованию различных дефектов, таких как поры, трещины, включения и неоднородность структуры. Важно учитывать размеры заготовки, материал и требуемую точность при выборе режима литья. Мы используем как традиционные методы литья по выплавляемым моделям, так и современные методы, такие как литье под давлением, для производства литьевых заготовок различной сложности и размеров. Под давлением позволяет достичь более высокой точности и повторяемости размеров.
Одной из распространенных проблем является образование газов в металле при литье. Это может привести к образованию пор и снижению механических свойств заготовки. Для предотвращения образования газов используют различные методы, такие как вакуумная лить, продувка аргоном или использование специальных добавок в шихте. Еще одна проблема – неравномерное охлаждение металла. Это может привести к образованию внутренних напряжений и трещин. Для решения этой проблемы используют специальные схемы охлаждения форм или применяют термообработку после литья. Я лично сталкивался с ситуацией, когда из-за неправильной организации системы охлаждения, заготовка деформировалась после извлечения из формы, что сделало ее непригодной для дальнейшего использования.
Контроль качества и методы проверки
Контроль качества литьевых заготовок – это обязательный этап производства. Он включает в себя визуальный осмотр, измерение размеров, механические испытания и неразрушающий контроль. Визуальный осмотр позволяет выявить дефекты поверхности, такие как трещины, сколы и царапины. Измерение размеров позволяет проверить соответствие заготовки заданным параметрам. Механические испытания позволяют определить прочность, твердость и другие механические свойства заготовки. Неразрушающий контроль, такой как ультразвуковая дефектоскопия и рентгенография, позволяет выявить внутренние дефекты, такие как поры и трещины, которые не видны при визуальном осмотре. Для контроля качества мы используем современное оборудование, такое как координатно-измерительные машины и ультразвуковые дефектоскопы.
Мы применяем различные методы контроля качества в зависимости от типа заготовки и требуемой точности. Для высокоточных заготовок используется координатно-измерительная машина, для контроля внутренней структуры применяем рентгенографию. Недавно мы внедрили новый метод контроля качества – термографию, которая позволяет выявить участки с повышенной тепловой активностью, что может свидетельствовать о наличии дефектов. Эта технология оказалась очень полезной при контроле качества литьевых заготовок для дисковых затворов.
Сложности с крупногабаритными заготовками
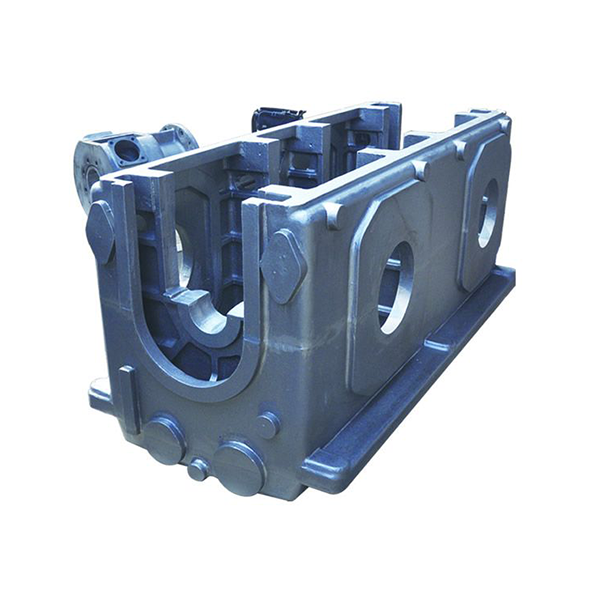
Производство литьевых заготовок большого размера сопряжено с рядом дополнительных сложностей. Например, при литье крупных заготовок может возникать повышенная склонность к образованию трещин и деформаций. Для решения этой проблемы используют специальные технологии литья, такие как литье по выплавляемым моделям с использованием многокомпонентных форм или литье под давлением с использованием специальных систем охлаждения. Также необходимо учитывать вес заготовки при транспортировке и обработке.
Один из самых сложных проектов, который нам довелось реализовать, – это производство литьевых заготовок для компонента сложной конструкции, вес которого превышал 50 кг. Для решения этой задачи мы использовали литье по выплавляемым моделям с использованием специальных форм, разделенных на несколько частей. Это позволило обеспечить равномерное охлаждение металла и снизить риск образования трещин. Кроме того, мы разработали специальную систему конвейерной транспортировки заготовок, которая позволила избежать повреждений при перемещении.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Диск барабан тормозной производители
- Кронштейн распредвала заводы
- литые диски для строительной техники
- Литье из серого чугуна производители
- Купить головку блока цилиндров производитель
- Отливки для основания оборудования поставщики
- Литейные материалы заводы
- Лопатка турбины завод
- Блок головки цилиндров 16 поставщики
- Корпус дифференциала завод



