


Литой корпус оборудования завод
Литой корпус оборудования завод – это, на первый взгляд, прямолинейно. Заказываешь корпус, получают отливку, все. Но на практике это гораздо сложнее. Часто клиенты ожидают простого производства, а в итоге сталкиваются с целым комплексом проблем – от выбора материала до контроля качества. Многие недооценивают влияние геометрии отливки на конечную функциональность оборудования. В этой статье я поделюсь своим опытом, полученным за годы работы в отрасли, о том, на что стоит обратить внимание при выборе производителя литых корпусов.
Почему выбор материала – это критически важно
Первое, с чего нужно начинать – это выбор материала. Чаще всего это чугун, алюминий, сталь. Но это только общее представление. Даже внутри каждого из этих материалов существует множество марок с разными характеристиками. Например, чугун может быть высокопрочным, с низким коэффициентом теплового расширения, или же более хрупким. Алюминий - легкий, но требует особого подхода к литью из-за его высокой теплопроводности и склонности к образованию дефектов.
Мы как-то делали корпус для станка, работающего в условиях повышенной вибрации. Выбрали чугун, но не тот, что должен был быть. В итоге корпус быстро вышел из строя, несмотря на кажущуюся прочность. Позже выяснилось, что выбранная марка чугуна не обладает достаточной вязкостью и не способна выдерживать постоянные вибрации. Мораль здесь проста: нужно тщательно подбирать материал под конкретные условия эксплуатации оборудования.
Важно учитывать не только механические свойства материала, но и его коррозионную стойкость, теплопроводность, а также влияние окружающей среды. Например, для оборудования, работающего в агрессивной среде, потребуется использование специальных марок чугуна или алюминия с добавлением легирующих элементов. Это не всегда очевидно, и требует глубокого понимания характеристик материала и его совместимости с рабочей средой.
Проблемы, возникающие при проектировании и литье
Второй важный аспект – это проектирование отливки. Недостаточная толщина стенок, сложные углы, узкие выступы – все это может привести к образованию дефектов, таких как porosity (пористость), shrinkage (усадка), и cracks (трещины). Например, если в конструкции корпуса есть внутренние углы, то там может скопиться воздух, что приведет к образованию porosity. Неправильно спроектированные выступы могут затруднить извлечение отливки из формы, а также привести к образованию трещин.
Мы сталкивались с ситуацией, когда клиенту требовался корпус с очень сложной геометрией. Проект был разработан, отливка отлита, но при сборке выяснилось, что некоторые элементы не стыкуются. Пришлось переделывать целую партию отливок. Это привело к значительным задержкам и увеличению стоимости проекта. Этот случай показал нам, насколько важно тщательно проверять проект на предмет технологичности и возможности отливки.
Не менее важным является выбор технологии литья. Наиболее распространенные технологии – это литье по выплавляемым моделям (lost-wax casting), литье под давлением (die casting), и литье в песчаные формы (sand casting). Каждая технология имеет свои преимущества и недостатки, и выбор подходящей технологии зависит от сложности отливки, требуемой точности и объема производства. Например, литье под давлением подходит для серийного производства сложных деталей с высокой точностью, а литье в песчаные формы – для производства крупногабаритных деталей.
Особенности литья под давлением и связанные с ними проблемы
Литье под давлением, хотя и обеспечивает высокую точность и скорость производства, имеет свои сложности. Особенно это касается больших деталей или деталей со сложной геометрией. Например, из-за высоких температур и давления, возникающих в процессе литья, могут образовываться дефекты, такие как деформации, растрескивания и газовые включения. Чтобы избежать этих проблем, необходимо правильно подобрать параметры литья, такие как температура металла, давление, скорость подачи металла и время охлаждения.
Кроме того, литье под давлением требует использования специальных форм, которые изготавливаются из высокопрочной стали. Стоимость таких форм может быть очень высокой, особенно для сложных деталей. В связи с этим, перед началом производства необходимо тщательно оценить экономическую целесообразность использования этой технологии.
Иногда, даже с оптимальными параметрами, возникают проблемы с вытеканием металла из формы. Это может привести к образованию дефектов, таких как porosity или incomplete filling (неполное заполнение). Чтобы решить эту проблему, необходимо оптимизировать геометрию формы и изменить параметры литья. Также можно использовать специальные присадки к металлу, которые улучшают его текучесть.
Контроль качества: не экономьте на этом
Последний, но не менее важный аспект – это контроль качества. На каждом этапе производства необходимо проводить контроль качества, чтобы выявить и устранить дефекты. Это может включать визуальный осмотр, ультразвуковой контроль, рентгеновский контроль, и другие методы.
Мы часто видим, как клиенты экономят на контроле качества, и в итоге получают некачественные отливки. Это может привести к серьезным проблемам с оборудованием, а также к снижению производительности. Поэтому, не стоит пренебрегать контролем качества, даже если это кажется излишним.
Важно, чтобы контроль качества осуществлялся квалифицированными специалистами с использованием современного оборудования. Также необходимо иметь четкие критерии качества и процедуры для устранения дефектов. Это поможет обеспечить высокое качество отливок и избежать проблем в будущем.
Опыт и ошибки
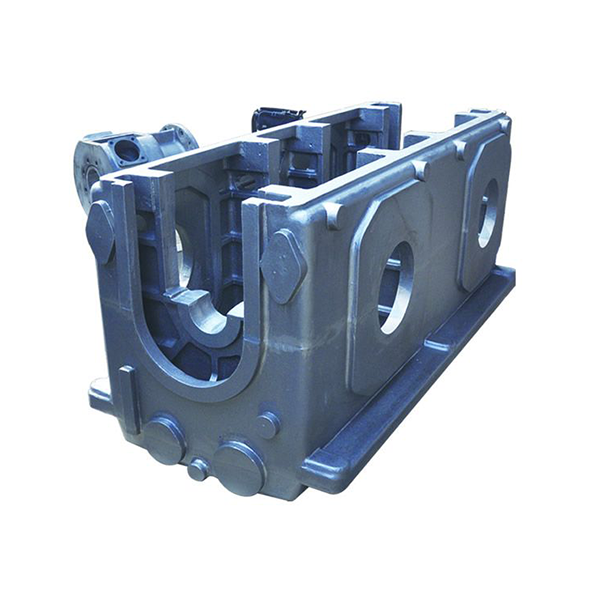
Помню один случай, когда нам заказывали литье корпуса для промышленного насоса. Клиент требовал минимальную цену. Мы, чтобы угодить клиенту, предложили использовать менее дорогие материалы и упрощенный технологический процесс. В итоге отливки оказались некачественными, корпус насоса вышел из строя через несколько месяцев эксплуатации. Клиент был крайне недоволен. Этот случай стал для нас уроком: экономия на качестве – это всегда плохая идея. Лучше потратить немного больше сейчас, чем потом исправлять ошибки и ремонтировать оборудование.
В заключение хочу сказать, что производство литых корпусов оборудования – это сложный и ответственный процесс, требующий глубоких знаний и опыта. Выбор производителя литых корпусов – это не просто поиск компании с низкой ценой, а выбор надежного партнера, который сможет обеспечить высокое качество отливок и помочь вам решить любые технические задачи.
Соответствующая продукция
Соответствующая продукция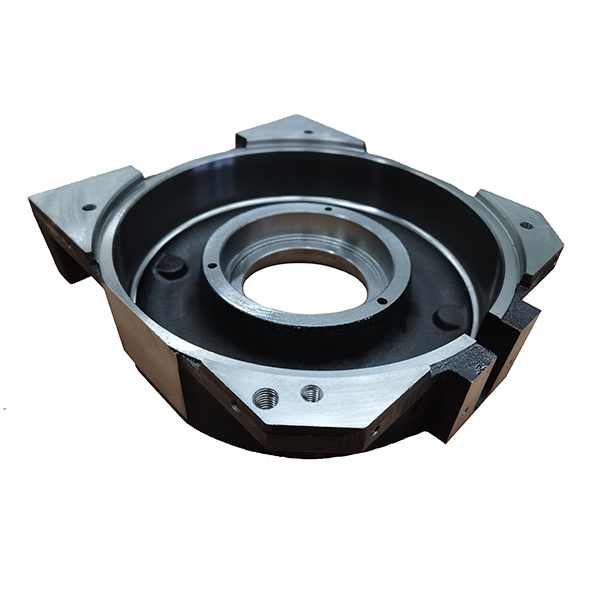








Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Головки блока цилиндров 8 производитель
- Литье из медных сплавов производители
- Блок цилиндров поставщики
- Пожарный гидрант цена производители
- Литьевые компоненты для горнодобывающего оборудования производители
- Картер коробки передач поставщик
- Универсальные машиностроительные отливки заводы
- Вентилируемые перфорированные тормозные диски производитель
- Автомобильная подвеска поставщик
- Табличка пожарный гидрант завод



