


литой корпус оборудования
Литой корпус оборудования – это, на первый взгляд, просто способ изготовления. Но как опытный инженер, я скажу: здесь кроется гораздо больше, чем просто заливка металла в форму. Часто встречаю ситуации, когда производители недооценивают важность правильного проектирования и технологического исполнения, и потом приходится разбираться с последствиями – деформациями, трещинами, проблемами с термостойкостью. В общем, бесполезно думать, что это простая механика. Просто так корпуса не делают, и если что-то пойдет не так, то придется переделывать, а это всегда дороже.
Преимущества и недостатки литья по выплавляемым моделям
Позвольте начать с очевидного. Литье по выплавляемым моделям (ВМЛ) обладает рядом неоспоримых преимуществ. В первую очередь – возможность создавать детали сложной формы с высокой точностью и шероховатостью поверхности. ВМЛ особенно хорошо подходит для серийного производства, где важна повторяемость и качество. Особенно важно это для оборудования, где важна герметичность и отсутствие утечек – например, в насосах или компрессорах. Мы в OOO Циндао Синьтеюань Литейное производство, занимаемся этим более 30 лет, и знаем, что ВМЛ – это не серебряная пуля, но очень надежный инструмент.
Но есть и минусы. ВМЛ – относительно дорогостоящий процесс, требующий значительных затрат на изготовление форм. Это особенно актуально для небольших партий. Кроме того, литые детали могут быть подвержены образованию внутренних напряжений, что увеличивает риск возникновения трещин при эксплуатации. Особенно это касается больших и сложных деталей. И, конечно, выбор материала – это отдельная головная боль. Не каждый металл хорошо поддается ВМЛ, и его свойства могут отличаться от свойств, полученных другими методами обработки.
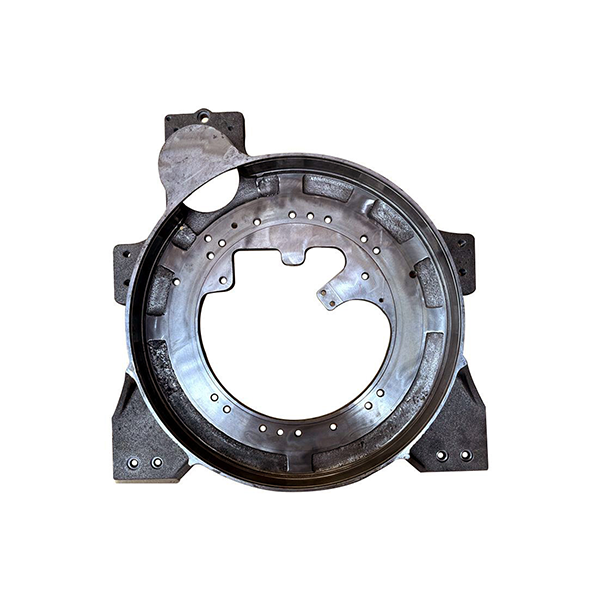
Я помню один случай, когда нам заказали изготовление корпуса для промышленного фильтра. Заказчик хотел использовать алюминиевый сплав, но мы, после детального анализа, предложили использовать нержавеющую сталь с добавлением никеля. Алюминий, хоть и легче, оказался недостаточно прочным и устойчивым к коррозии в условиях эксплуатации фильтра. Решение с нержавейкой, конечно, увеличило стоимость, но обеспечило долговечность и надежность всей конструкции. Важно понимать, что экономия на материале может обернуться гораздо большими затратами в будущем.
Материалы и их влияние на характеристики корпуса
Выбор материала для литого корпуса оборудования напрямую влияет на его эксплуатационные характеристики. Сталь – это, безусловно, самый распространенный выбор, благодаря своей прочности и доступности. Но разные марки стали имеют разные свойства. Углеродистая сталь подходит для менее требовательных условий эксплуатации, в то время как легированные стали с добавлением хрома, никеля, молибдена обеспечивают повышенную коррозионную стойкость и прочность. А вот алюминиевые сплавы – это отличный вариант, если важен вес и теплопроводность, но стоит учитывать их меньшую прочность по сравнению со сталью.
Важно учитывать не только механические свойства, но и термические свойства материала. Если корпус будет подвергаться воздействию высоких температур, то необходимо использовать материалы с высокой теплостойкостью. Иначе корпус может деформироваться или даже разрушиться. Особенно это актуально для оборудования, работающего в агрессивных средах или вблизи источников тепла.
Зачастую, для сложных конструкций используют сплавы на основе меди. Они обладают отличной теплопроводностью, что полезно для охлаждения внутри оборудования. Но меди сложно лить, и это увеличивает стоимость изготовления.
Технологический процесс изготовления: ключевые этапы
Технологический процесс изготовления литого корпуса оборудования состоит из нескольких ключевых этапов. Начинается все с проектирования корпуса, которое включает в себя создание 3D-модели и выбор оптимальной конструкции. Далее изготавливается форма – обычно это выплавляемая модель, которая затем покрывается керамической оболочкой. Затем происходит отливка, после чего форма разрушается и деталь очищается. После очистки проводится термообработка для снятия внутренних напряжений и улучшения механических свойств. И, конечно, после термообработки – контроль качества, чтобы убедиться в отсутствии дефектов.
Особое внимание стоит уделить этапу подготовки формы. Качество формы напрямую влияет на качество отливки. Плохо подготовленная форма может привести к образованию дефектов, таких как пористость, трещины и деформации. Поэтому необходимо тщательно контролировать качество формы на каждом этапе ее изготовления.
После отливки необходимо провести контроль качества. Это включает в себя визуальный осмотр, ультразвуковой контроль и рентгеновский контроль. Эти методы позволяют выявить скрытые дефекты, которые не видны при визуальном осмотре. Контроль качества – это обязательный этап, который позволяет гарантировать надежность и долговечность корпуса.
Особенности работы с большими деталями
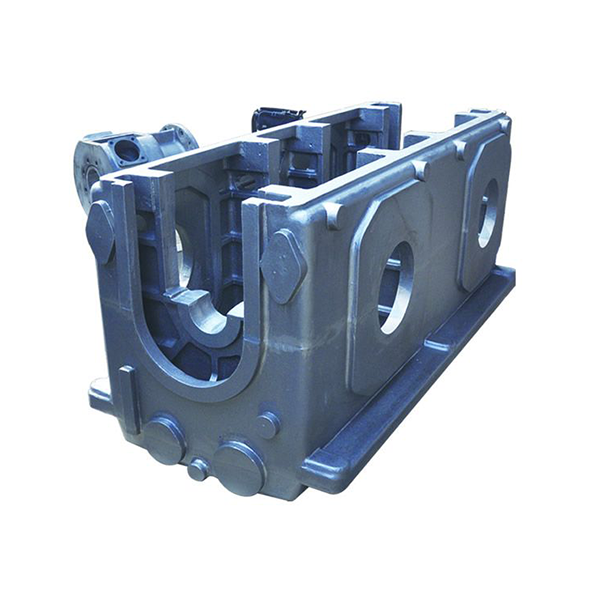
Изготовление литых корпусов оборудования большого размера – это задача повышенной сложности. При больших деталях увеличивается риск образования внутренних напряжений, которые могут привести к деформации или трещинам. Кроме того, при больших деталях увеличивается стоимость изготовления, так как требуется больше материала и больше времени на обработку. Поэтому необходимо применять специальные технологии, такие как многоотверстайное литье и литье под давлением.
Многоотверстайное литье позволяет отливать несколько деталей одновременно, что снижает стоимость производства. Литье под давлением позволяет отливать детали с высокой точностью и повторяемостью. Но эти технологии требуют значительных инвестиций в оборудование.
Мы в OOO Циндао Синьтеюань Литейное производство имеем опыт работы с деталями огромных размеров – до нескольких тонн. Это требует специального оборудования и квалифицированного персонала. Но мы всегда находим решение, которое соответствует требованиям заказчика.
Типичные проблемы и способы их решения
В процессе изготовления литого корпуса оборудования часто возникают различные проблемы. Одна из самых распространенных – это образование трещин. Трещины могут возникать из-за внутренних напряжений, неполной усадки металла или дефектов формы. Для предотвращения образования трещин необходимо правильно выбрать материал, правильно спроектировать форму и правильно выполнить термообработку.
Еще одна распространенная проблема – это образование пористости. Пористость может возникать из-за наличия газов в расплаве или из-за дефектов формы. Для предотвращения образования пористости необходимо правильно подготовить форму и контролировать качество расплава. Мы используем современные методы контроля качества, чтобы избежать таких проблем.
Иногда возникают проблемы с шероховатостью поверхности. Шероховатость поверхности может возникать из-за некачественной формы или из-за неправильной очистки детали после отливки. Для улучшения шероховатости поверхности необходимо использовать качественную форму и правильно выполнить очистку детали.
Снятие напряжений: роль термообработки
Термообработка после литья – критически важный этап. Именно термообработка позволяет снять внутренние напряжения, которые возникают в металле в процессе затвердевания. Без правильной термообработки деталь может деформироваться или даже разрушиться при эксплуатации. Существует несколько видов термообработки, которые могут применяться для литых деталей – отжиг, нормализация, закалка. Выбор конкретного вида термообработки зависит от марки стали и от требований к механическим свойствам детали.
В OOO Циндао Синьтеюань Литейное производство мы используем современное оборудование для термообработки, которое позволяет точно контролировать температуру и время выдержки. Это позволяет нам достигать оптимальных результатов и гарантировать надежность наших деталей.
Недостаточная термообработка приведет к повышенной хрупкости, а избыточная – к изменению размеров детали. Поэтому важно строго соблюдать технологический процесс и использовать только проверенные методы термообработки.
Заключение
Таким образом, изготовление литого корпуса оборудования – это сложный и многогранный процесс, требующий от инженера глубоких знаний и опыта. Нельзя недооценивать важность проектирования, технологического исполнения и контроля качества. Но при правильном подходе можно получить надежный и долговечный продукт, который будет служить своим заказчикам долгие годы. Мы в OOO Циндао Синьтеюань Литейное производство стараемся придерживаться этого подхода и постоянно совершенствуем свои технологии, чтобы соответствовать требованиям времени. Ведь, в конечном счете
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Блок цилиндров двигателя поставщики
- Прецизионное литье с кремнезолем производители
- Блок цилиндров производители
- Гидрант пожарный купить завод
- Шлаковые ковши производители
- Корпус редуктора в сборе производитель
- Тормозные диски цена производители
- головка блока цилиндров двигателя
- Литьевые заготовки обратных клапанов поставщики
- Литье из ковкого чугуна производители



