


Линия статической прессовой формовки заводы
Линия статической прессовой формовки заводы – это не просто набор станков. Многие начинающие предприниматели видят в этом быстрое и дешевое решение, забывая о тонкостях и потенциальных проблемах. С точки зрения практического опыта, хочу сказать: эта технология действительно имеет свои преимущества, но ее успех напрямую зависит от множества факторов, начиная от правильного выбора оборудования и заканчивая квалификацией персонала. И, да, иногда кажущаяся простота может скрывать серьезные подводные камни.
Обзор: Подводные камни и скрытый потенциал статической прессовой формовки
Статическая прессовая формовка (ППФ) – метод, в котором песчаная форма заливается сплавом и подвергается статическому давлению для придания нужной формы. На первый взгляд, кажется, что это более простая и дешевая альтернатива штамповке, особенно для больших объемов производства. Однако, на практике возникают сложности с контролем качества, особенностью геометрии деталей и необходимостью значительной предварительной подготовки формы. Недооценка этих аспектов часто приводит к проблемам с производством и, как следствие, к убыткам. У нас была одна партия сложных отливок, которые после ППФ требовали доработки – серьезный выпад по качеству и времени.
Выбор оборудования: критически важный шаг
Первое, с чего начинается работа – это выбор пресса. Тут важно понимать, что просто подобрать 'самый мощный' пресс недостаточно. Нужна точность, надежность и, конечно, соответствие требуемому давлению. Мы долго выбирали оборудование для одного проекта, сравнивая предложения разных производителей. Важным критерием оказалась система контроля давления – она должна быть точной и стабильной. Если давление будет неравномерным, то отливка будет деформирована. В идеале, стоит рассмотреть прессы с возможностью программирования процесса формовки, это позволит оптимизировать параметры и повысить качество.
Подготовка формы: основа успеха
Подготовка формы – это, пожалуй, самый трудоемкий этап в ППФ. От качества формы напрямую зависит качество отливки. Нужно учитывать множество факторов: состав песка, его влажность, зернистость, наличие связующего вещества. Оптимальный состав зависит от металла, из которого будет отливаться деталь. Особенно сложно бывает с деталями сложной геометрии – они требуют более тщательной подготовки формы и использования специальных технологий, например, многокомпонентных форм. И, конечно, необходимо учитывать термическое расширение песка, чтобы избежать деформации отливки при охлаждении.
Проблемы, с которыми мы сталкивались
В процессе работы с линиями статической прессовой формовки заводы мы столкнулись с несколькими серьезными проблемами. Одна из них – это неравномерная усадка отливок. Это может быть связано с недостаточной термообработкой песка или с неоптимальными параметрами формовки. Другая проблема – это образование трещин в отливках. Это может быть вызвано высоким давлением или недостаточной прочностью формы. Иногда возникают проблемы с вытаскиванием отливок из формы – особенно это касается деталей сложной формы или с острыми углами. К сожалению, иногда возникают серьезные проблемы с дефектами, требующими полного передела партии. Это дорого и отнимает много времени.
Оптимизация процесса: постоянный поиск решений
Постоянно работаем над оптимизацией процесса ППФ. Это включает в себя улучшение качества песка, оптимизацию параметров формовки, использование современных технологий и автоматизацию некоторых этапов. Например, сейчас активно изучаем возможность использования роботизированных систем для загрузки и выгрузки отливок из формы. Это позволит повысить производительность и снизить количество ошибок. Также экспериментируем с различными типами связующих веществ для песка, чтобы улучшить его прочность и устойчивость к деформациям. Важный момент – это контроль влажности песка на всех этапах производства. Переизбыток или недостаток влаги может существенно повлиять на качество отливки.
Сравнение с другими технологиями: где статика выигрывает?
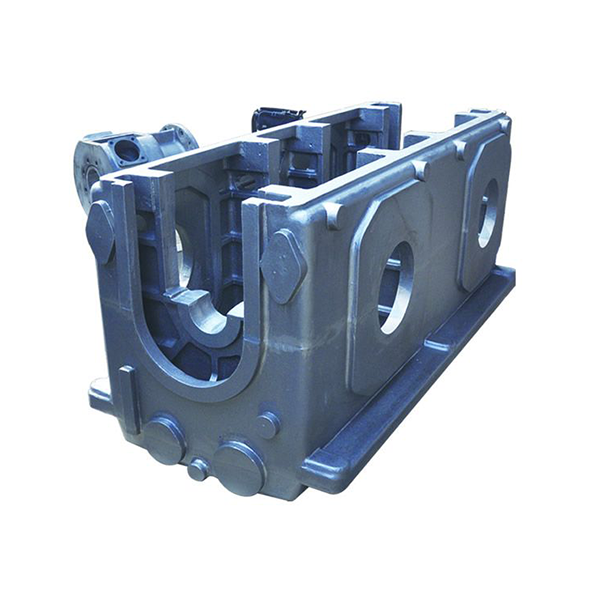
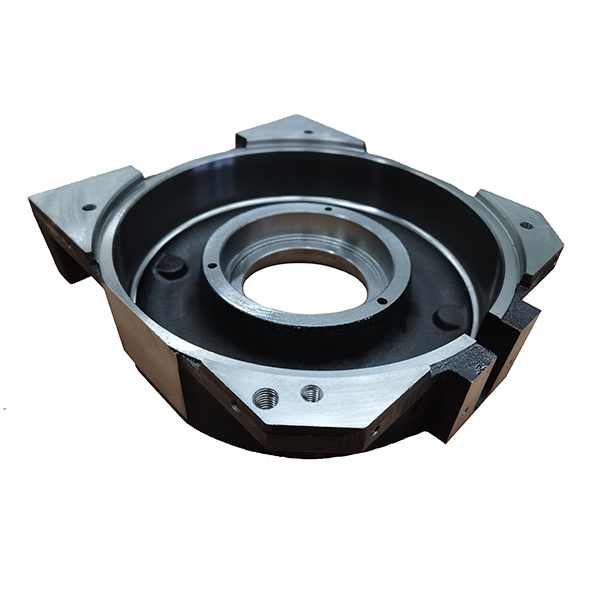
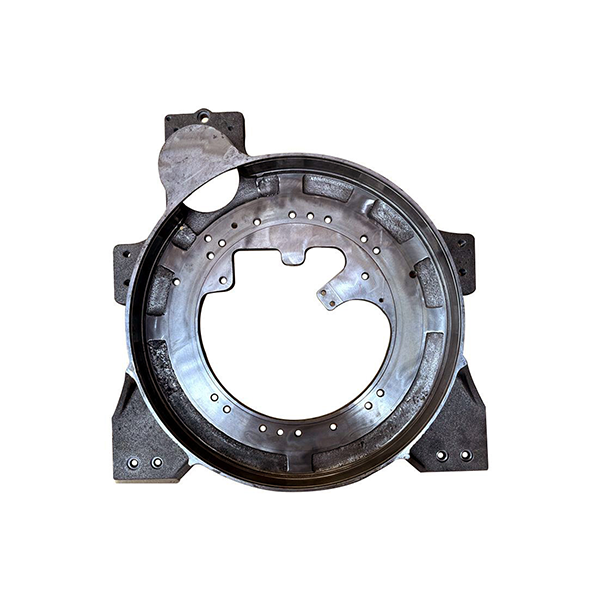
Не всегда статическая прессовая формовка является лучшим выбором. В некоторых случаях, например, при производстве деталей сложной геометрии с высокими требованиями к точности, более эффективными могут быть другие технологии, такие как штамповка или порошковая металлургия. Однако, ППФ остается привлекательным вариантом для производства больших партий деталей из различных металлов, особенно при небольших требованиях к точности и геометрии. Наша компания, OOO Циндао Синьтеюань Литейное производство, успешно использует эту технологию для производства широкого спектра отливок для различных отраслей промышленности. У нас есть опыт работы с различными сплавами, включая чугун, сталь, алюминий и медь. У нас есть линия статической прессовой формовки заводы, способная выпускать отливки различной сложности и размера. Мы также предлагаем услуги по проектированию форм и разработке технологических процессов.
Заключение: Подход с учетом реального опыта
В заключение хочу сказать, что линия статической прессовой формовки заводы – это перспективная технология, но требующая серьезного подхода и учета множества факторов. Не стоит ожидать мгновенных результатов и готовых решений. Важно тщательно планировать процесс, выбирать качественное оборудование и материалы, а также постоянно работать над оптимизацией технологического процесса. И самое главное – не забывать о важности квалифицированного персонала. Без опытных инженеров и техников, способных оперативно решать возникающие проблемы, успех в ППФ практически невозможен. Мы в OOO Циндао Синьтеюань Литейное производство всегда стремимся к совершенству и постоянно совершенствуем наши технологии, чтобы предлагать нашим клиентам самые современные и эффективные решения.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- Экспресс-прототипирование стальных отливок поставщик
- Купить коленчатый вал заводы
- 2 пожарных гидранта завод
- Решетка водоотводного канала производители
- литьевые заготовки дисковых затворов
- Вертикальная линия формовки заводы
- Линия формовки с глинистым песком завод
- Фланец поставщик
- Корпус редуктора в сборе заводы
- Универсальные комплектующие для оборудования производители



